余热锅炉波纹膨节更换方法及要求

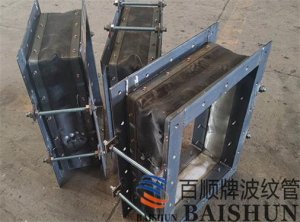
余热锅炉管道上波纹膨胀节及水封罐烟道膨胀节均为内衬里结构,在切割前先按照新膨胀节的长度进行号线,然后对膨胀节处原管道两端进创切割50mm,然后按照外部切割处对管道内部的衬里进行敲除,衬里敲除的宽度一边应不小于200mm,因此膨胀节的长度大于装置现使用的膨胀节长度,因此在旧设备现场割除前应先对新设备的长度进行测量,并在旧管道上按照新膨胀节的长度进行号线,切割时需按线切割,以新设备的安装长度。
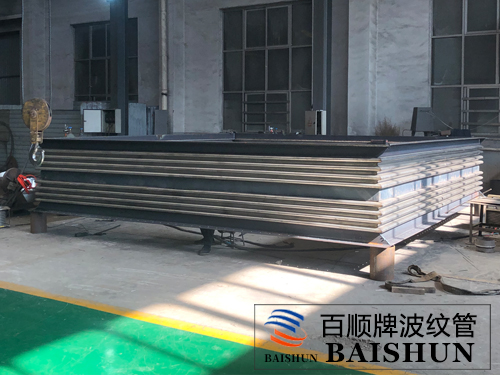
因此次需要新的波纹膨胀节的现场安装高度较高且装置内设备分布密集,因此在旧膨胀节割除及安装时需要吊车配合,根据装置现场的布置及设备的标3/16高,余热锅炉管道上的膨胀节及水封罐烟道膨胀节的换均需要160吨汽车吊配合吊装,具体的现场施工过程中吊车的站位。水封罐前膨胀节换时,因水封罐内部需要进行改造且水封罐烟气出口的弯头需要进行换,考虑到检修工期及减少现场的施工工作量,采用在我单位预制厂将波纹膨胀节与水封罐的弯头进行组装检测及对内部的衬里施工完毕后整体运输至施工现场进行整体吊装。旧膨胀节割除后,应先对管道两端的焊缝进行开设坡口并进行打磨,考虑到现场管道内的施工难度,因此开设单面55度-60度的外坡口,采用手工焊或二氧化碳气体保护焊的焊接方法进行单面焊背面清根的方法进行焊接具体的焊接形式详见焊接工艺规程因余热锅炉管道上膨胀节的位置距离两侧的支架距离较远,为了膨胀节割除后原管道的刚性,需在膨胀节割除前对膨胀节两侧的管道进行适当的加固;新膨胀节两端焊缝在组对时,不得强行组对,也不得在原管道及膨胀节上直接敲打.以防止造成设备的损坏及内部衬里结构的脱落。管道焊缝组对前,应将管道焊缝两侧的油污、铁锈等杂物清理干净,且表面不得有裂纹、夹层层缺陷。焊缝组对时,管道内壁错变量需符合规范要求,内壁错边量不得超过壁厚的百分之十且不得大于2mm。
烟机入口管道上波纹膨胀节换;因烟机入口管道上的膨胀节材质为316L,因此现场采用等离子切割机进行切割,在切割前,应在原管道上按照新膨胀节的几何尺寸进行号线,需号线的准确性,在切割过程中需按线切割旧膨胀节切割完毕后,利用65吨汽车吊吊至地面,对原管道两端进行坡口开设并进行打磨光滑,然后利用65吨汽车吊配合新膨胀节的安装.膨胀节及原管道的材质均为316L,因此采用氩电联焊的方式进行焊缝的焊接,具体的焊接方法详见焊接工艺规程.